
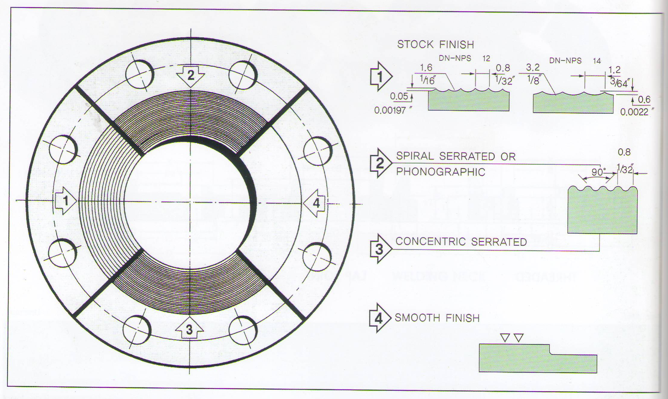
KIVITELEZÉS:
A tömítések közül a legszélesebb körben elterjedt, mert gyakorlatilag minden hétköznapi szervizkörülményre alkalmas. Ez egy folyamatos spirális horony.
A 12 hüvelykes (304,8 mm) és kisebb méretű karimákat 1/16 hüvelykes, kerek orrú szerszámmal állítják elő, fordulatonként 1/32 hüvelykes előtolással.
14 hüvelykes (355,6 mm) és nagyobb méretekhez. a felület 1/8"-os kerek orrú szerszámmal készül, fordulatonként 3/64" előtolással.
SPIRÁLIS FOGÁZOTT VAGY FONOGRÁFIÁS:
Ezt a felületet 90°-os kerek orrú szerszámmal készítik.
KONCENTRIUS FÉZELT:
Ezt a felületet 90°-os kerek orrú szerszámmal készítik.
sima befejezés:
Az alkalmazott vágószerszámnak körülbelül 0,06 hüvelyk sugarúnak kell lennie.
Az eredményül kapott felületi minőség 125 μ hüvelyk és 250 μ hüvelyk között legyen (ANSI B16.5, 6.4;4.1)
1.EMELTETT ARC. ÉS NAGY FÉRFI ÉS NŐ
Vagy fogazott-koncentrikus, vagy fogazott spirális felületet használnak, amely hüvelykenként 34-64 hornyot tartalmaz.
Az alkalmazott vágószerszám körülbelül 0,06 hüvelyk sugarú.
Az eredményül kapott felületi érdesség körülbelül 125 μ hüvelyk (3,2 μm) és 500 μ hüvelyk (12,5 μm) között legyen.
2. NYELV ÉS VANÁZAT, ÉS KIS HÍM ÉS NŐ
A tömítés érintkezési felülete nem haladja meg a 125 μ in. (3,2 μm) érdességét
3.GYŰRŰ ÍZÜLET
A tömítéshorony belső falfelületének érdessége nem haladja meg a 63 μ in. (1,6 μm) értéket.
4.VAK
A vakkarimáknak nem kell középen elhelyezkedniük, ha a középső rész felemelésekor az átmérője legalább 1 hüvelyk.
kisebb, mint a megfelelő nyomásosztályba tartozó szerelvények belső átmérője.
Amikor a középső rész le van nyomva, átmérője nem nagyobb, mint a megfelelő nyomásosztályú szerelvények belső átmérője.
A nyomott középpont megmunkálása nem szükséges.
Feladás időpontja: 2021.02.02